潍坊掘进机截齿型号
发布时间:2023-04-03 01:37:52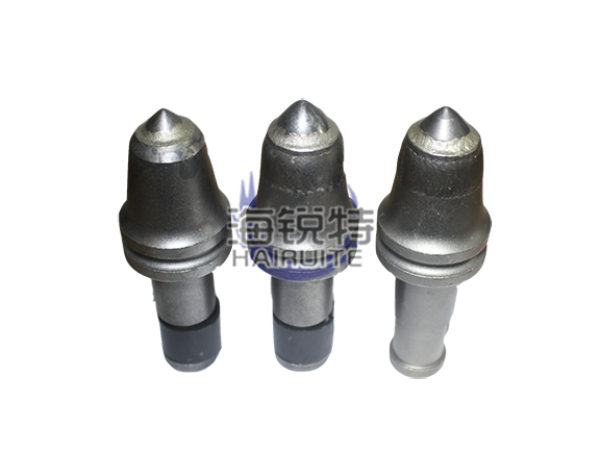
潍坊掘进机截齿型号
截齿在截割煤岩时接受高的压应力、剪切应力和冲击负荷。煤的硬度虽不很高,但其间有煤矸石等硬的矿料,并且在采煤和凿岩进程中,截齿温度会急剧升高,导致齿顶材质软化,加快了截齿的失效进程。旋挖机截齿生在作业进程中,磨粒(煤矸石等)与截齿外表间发作较大的压应力,带有锋利棱角并具有适宜迎角的磨粒能切削截齿外表构成显微切削。假如磨粒不行尖利或刺入截齿外表视点不适当,会在截齿外表挤出犁沟。跟着截齿作业时间的延伸,磨粒重复对截齿外表推挤,发作严重的塑性变形活动,使得外表基层发作相互效果,导致塑变区内位错密度添加,资料外表发作裂纹,裂纹扩展,截齿外表构成薄片状磨屑。并且,煤层中存在腐蚀性介质与截齿外表发作化学反应而形成外表资料腐蚀,机械性能下降,并使表层金属与基体资料结合力下降,加快了截齿资料表层的磨损。

潍坊掘进机截齿型号
1 炉中钎焊的特点,炉中钎焊是一种用冶金结合来连接小型组合件中各零件的生产方法。它采用有色金属钎料作为结合材料,炉子为热源。只有在钎焊前把钎料放在接头上,并在钎焊过程中保持钎料位置不变,才能进行炉中钎焊。炉中钎焊的特点有以下几个方面。1.1 防止截齿体氧化与脱碳,为了防止钢在钎焊和冷却过程中的氧化和脱碳,炉中钎焊可以在炉子的钎焊室和冷却室中采用合适的气氛。适当的钎焊气氛还能使熔化的铜钎料在不用钎剂的情况下对接头表面进行适当的润湿。钎焊使用的保护气氛,主要是富放热式气氛、吸热式气氛和一些氮基气氛。这些气氛具有很好的防氧化能力。根据需要,可以把气氛的碳势控制在百分之011~012,这个碳势范围完全适应截齿体钢。

潍坊掘进机截齿型号
采煤机截齿冷裂的原因:1.这种材料含碳量高。在截齿的制造过程中,合金元素都提高了相对硬化能力。2.焊接工艺不好。氢元素焊接时存在于焊缝中,没有及时扩散,使元素在金属中积累,产生较大的应力,会导致冷裂纹的失效模式。3.截齿焊件厚度不达标,焊件刚度较大,增加了焊接结合力。还有就是,切割齿在焊接过程中没有得到均匀的加热和冷却,这样的话采煤机截齿就会出现冷裂纹。在工作过程中,截齿会承受很大的压应力、剪切力和冲击载荷,所以容易磨损。钎焊热处理是截齿有好质量的关键技术之一。现在截齿的钎焊和热处理可以说是一体的。事实上,它是在真空炉中加热的,因此钎焊的截齿可以直接淬火,而不需要空气冷却,钎焊和热处理可以一次完成。只有经过处理的截齿,质量才能够更好。我们需要做好截齿的可靠性工作,提高其可靠性,降低截齿损失与煤炭成本之比,从而有效提高采煤机的有效工作时间,加强截齿的强化技术,提高截齿的性能。截齿是一种非常容易磨损的设备,其寿命相差很大。即使是国内一些厂家生产的截齿,在割硬煤时也会造成刀头脱落。因此,我们也需要提高截齿的耐磨性和性能。

潍坊掘进机截齿型号
较好的经济性。一般来说,截齿的重量均小于116kg,是非常适合于进行炉中钎焊的。截齿的炉中钎焊可以使用间歇式炉或连续式炉,都能以较低的单件成本进行大量钎焊。因此炉中钎焊在大量生产时是有效经济的。它对偶尔的小批量生产也有很好的适应性,特别是截齿的炉中钎焊与截齿的热处理相结合时,能够达到经济的效果。钎焊质量稳定可靠。截齿钎焊设备的温度控制、气氛供给及操作,大多采用计算机数字化监控,其钎焊质量和稳定性靠设备的先进性得到充分的保障。而高频感应及气体火焰加热等传统钎焊方式的钎焊质量则过多依赖操作人员的技术水平和操作熟练程度。另外,由于钎焊炉的自动化程度较高,使操作人员的劳动强度大幅降低,工作环境得到较大改善。

潍坊掘进机截齿型号
截齿生产厂家对采煤机截齿的简单介绍,大家来看看,旋挖机截齿的消耗量与煤岩的研磨性能和单轴瞬时抗压强度成线性关系,并成比例变化。煤岩的粉碎性能和瞬时抗压强度越大,截齿磨损越严重,损失越大;而且,当煤岩的研磨性能较弱时,抗压强度对截齿的损伤较大,随着研磨性能的增强,截齿的损伤明显增加;而截齿的消耗随着煤岩密度的增加而减少,达到一定程度后逐渐变化。截齿消耗随着采煤机牵引速度的增加而减少,随着滚筒速度的增加而线性增加。原因是随着牵引速度的增加,截齿的切屑厚度增加,单位体积切割煤岩的路径变短,导致截齿磨损更小,齿耗更低。但是,随着滚筒转速的增加,截齿与煤的接触时间会变长,导致截齿磨损增加,损耗增加。

潍坊掘进机截齿型号
采煤机截齿的消耗随着滚筒直径的大而大,随着滚筒宽度的大而减小。这是因为当滚筒直径增加时,与煤和岩石接触的齿数增加,导致切削齿的磨损和损失增加;滚筒宽度的增加意味着采煤机生产率的提高(在牵引速度不变的情况下等)。所以单位产量的拣货消耗会降低。安装在滚筒上的截齿的数量和排列也对切割过程有一定的影响。截齿数量和截齿与煤壁接触的时间常数,与截齿的排列和滚筒切煤的高度有关。对截齿消耗量的影响的话,是滚筒上的镐越多,参与切割的镐就越多,所以镐的损失就越大;但截齿与煤壁接触时间越长,磨损越大,从而增加了截齿的消耗。所以,滚筒上不要安装太多的截齿,要避免滚筒切割高度超过其直径的情况。在切削过程中,施加在截齿上的力对其磨损也有很大的影响。牵引阻力(或进给力,相当于正压)和截齿消耗之间的关系是成正比的关系,即作用在截齿上的力越大,其磨损越大,消耗越多。画 因为截齿的切削阻力与牵引阻力成线性关系,所以截齿的消耗量随着切削阻力的增加而线性增加。